Why Most Robotics & Automation Projects Fail: Fixing Integration, Not Hardware
Walk into any modern factory and you’ll see robots, conveyors, sensors, scanners, PLCs, and dashboards everywhere.
Yet many leaders still say the same thing: “We invested in automation, but our OEE hasn’t really moved.”
The problem usually isn’t the robot.
It’s the integration.
Robotics projects fail when they are treated as “buy a robot, plug it in, and wait for productivity.”
In reality, getting predictable, stable output requires dozens of pieces—mechanical, electrical, software, and process – working together as one system.
This is where most projects break.
The most common robotics integration failures
1. Islands of automation that don’t talk to each other
Many factories start with point solutions: a robot cell here, a vision system there, a stand‑alone test station at the end of the line.
Individually, each one works. Together, they behave like strangers.
Typical symptoms:
- Robots waiting on conveyors or operators because no one shared real-time status.
- PLCs and robots using different naming conventions and signal logic.
- MES/ERP not getting accurate cycle time, scrap, or downtime reasons.
Outcome: management sees “automation everywhere” but OEE stays flat because micro-stoppages and handshakes kill flow.
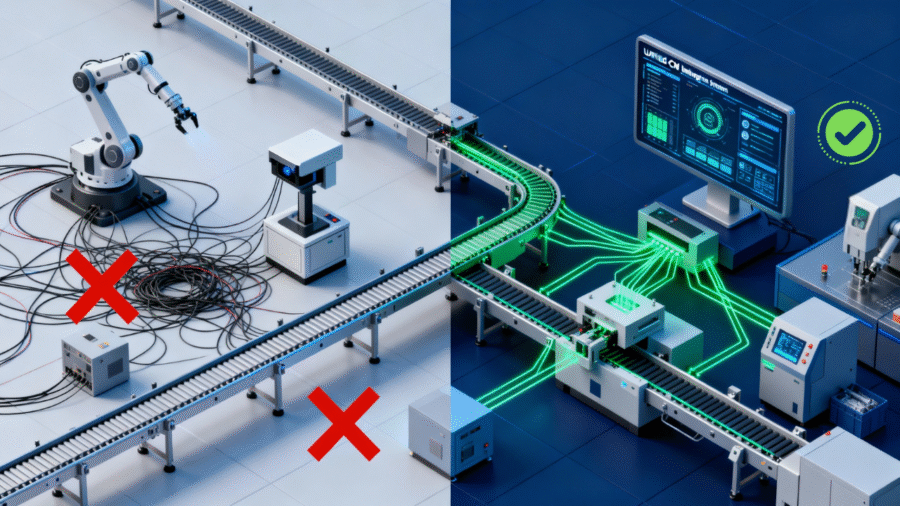
(Automation fragmentation vs. integration: the difference between scattered robots and connected systems)
2. Underestimating change management and downtime risk
On paper, a new robot cell looks simple: install, integrate, train operators, go live.
On a running line with tight delivery commitments, even a few hours of unexpected downtime is a serious risk.
Common mistakes:
- No realistic integration window defined with production.
- Commissioning plan built without digital simulation or pre-testing of edge cases.
- Backup/manual modes are not defined clearly, so operators panic when something goes wrong.
Result: integrations drag on, night shifts are disrupted, and leadership loses confidence in automation projects.
3. “Copy-paste” designs that ignore real-world variation
Vendors often reuse a standard cell design from previous projects.
This saves engineering time—but only if the new process truly matches the old one.
In reality:
- Parts vary more than expected.
- Fixtures and jigs are not precise enough for the robot’s program.
- Upstream variability (operator differences, material changes) is much higher than the design assumed.
So the line ends up with:
- Frequent robot faults.
- Re-teaching points on the shop floor.
- Operators bypassing automation to “just keep production running.”
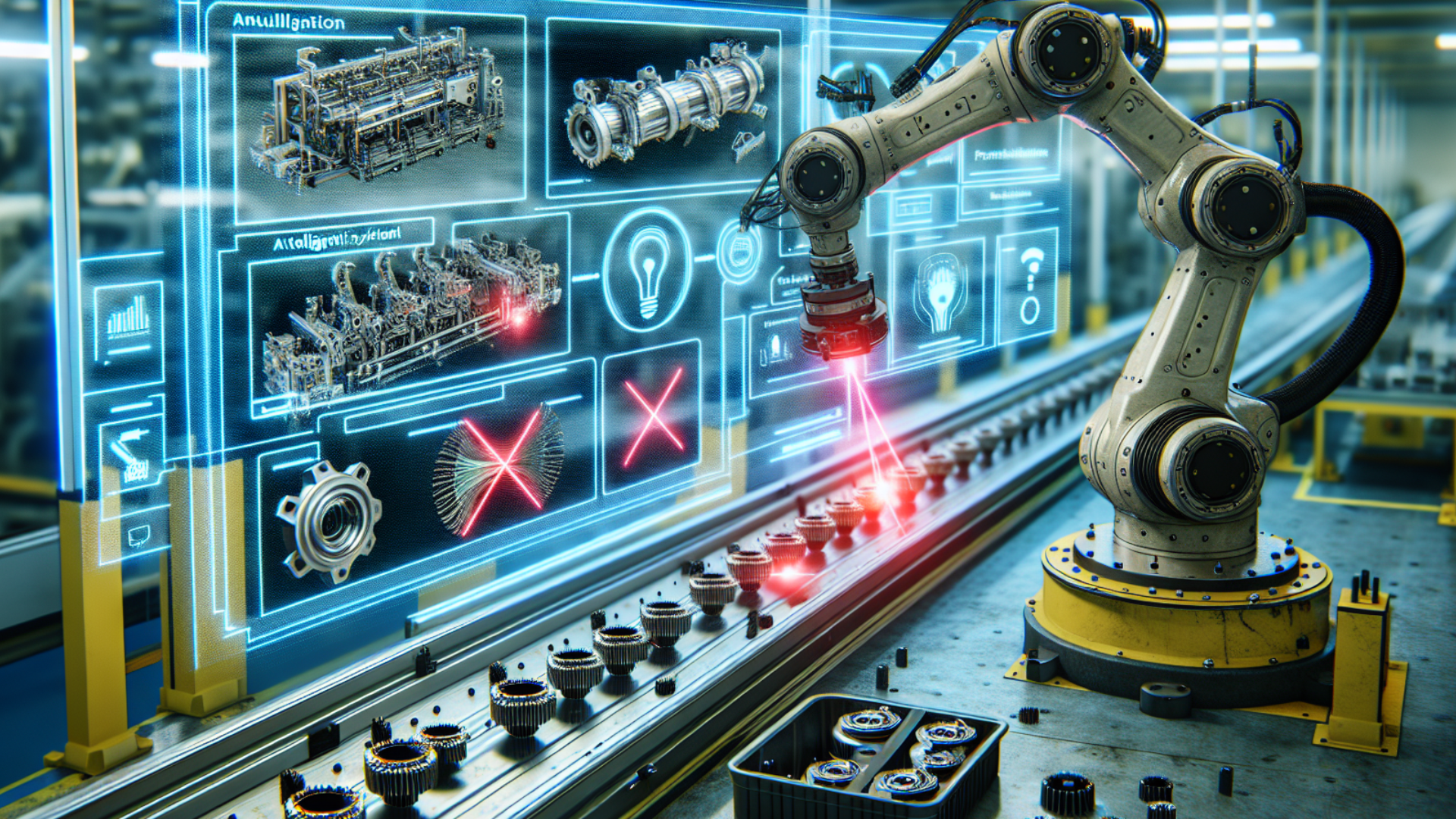
4. Vision and sensing bolted on at the end
Vision systems and sensors are often added late as a “quality enhancement” instead of being designed into the cell from day one.
This leads to:
- Cameras placed in sub-optimal positions with lighting compromises.
- Inconsistent detection because fixtures, backgrounds, or reflections were never considered.
- False rejects or misses that undermine trust in the automation.
Operators start treating the vision system as an annoyance instead of an asset.
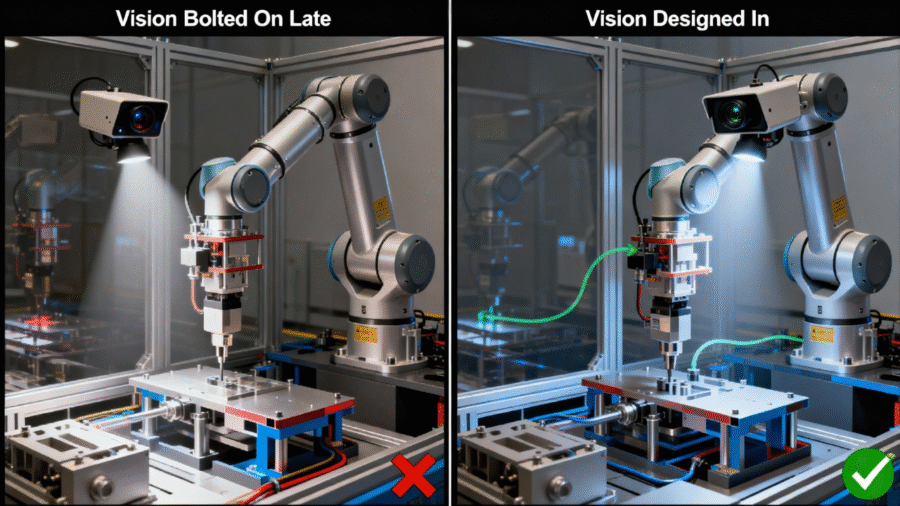
(Vision integration: bolted on late vs. designed in from the start)
5. No single owner for system performance
Perhaps the biggest integration failure: nobody truly owns the full system.
The robot vendor, integrator, PLC programmer, IT/OT team, and internal maintenance each own pieces—but not the whole.
This causes:
- Finger-pointing when problems appear.
- Fragmented data (robot logs here, PLC alarms there, MES events somewhere else).
- Slow root-cause analysis because no one sees the full picture.
When no one owns “line performance,” the system keeps running below potential.
Why automation alone doesn’t work
Buying more robots or hardware rarely fixes these issues.
In some cases, it makes them worse.
Automation without integration just creates faster chaos
A robot that cycles in 10 seconds is useless if:
- The infeed starves it 20% of the time.
- The downstream inspection area backs up.
- No one can see why it stopped at 2 a.m.
Speed without coordination creates bottlenecks, WIP, and operator frustration.
True productivity gain comes from synchronized flow across the entire cell or line.
Data without context cannot improve OEE
Most modern devices can generate mountains of data: cycle times, alarms, error codes, quality metrics.
But without a connected architecture, that data sits isolated.
What factories actually need:
- A unified view of uptime, micro-stoppages, and scrap across robots, conveyors, stations, and manual operations.
- Clear cause-and-effect: which upstream event created which downstream loss.
- Actionable thresholds and alerts, not just dashboards.
Without this integration layer, “digitalization” becomes just another buzzword.
Predictive maintenance needs integrated signals, not guesswork
Predictive maintenance is often sold as “AI will tell you when the robot will fail.”
In reality, useful predictions require consistent, high-quality data from multiple sources:
- Robot torque and motion profiles.
- PLC and sensor data (stalls, over-travel, abnormal stops).
- Environmental and process data (shift, product type, material changes).
If systems aren’t integrated, these signals never come together.
The result is a half-baked solution that still relies on tribal knowledge and emergency repairs.
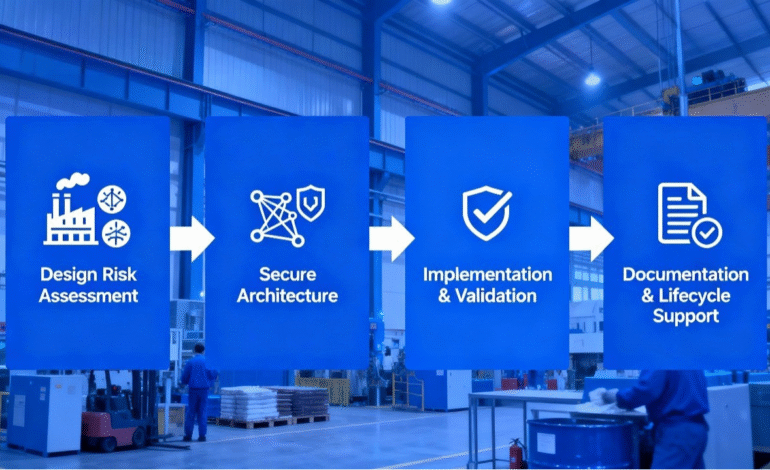
How CNN Robotics closes integration gaps end-to-end
CNN Robotics ApS approaches robotics projects as integration projects first, automation projects second.
That mindset changes how solutions are designed, deployed, and supported.
1. Start with the line, not the robot
Before talking about hardware, CNN maps the entire process:
- Material flow: how parts move from station to station.
- Data flow: where signals originate, how they are logged, and who uses them.
- Decision flow: who decides what happens when something goes wrong.
This allows CNN to answer questions like:
- Where is the real bottleneck?
- Which operations should be automated first—and which should stay manual for now?
- What integration points (PLC, MES, quality systems) will be critical?
The result is a solution that fits the line’s reality, not a standalone showpiece.
2. Design integrated cells, not standalone demos
At Factory Automation Expo 2025, CNN showcased integrated cells:
UR12e pick & place, UR20 welding, Cognex vision, Piab smart gripping, and Industry 5.0-style monitoring working together.
That same philosophy is applied at customer sites:
- Robots, grippers, and safety systems are engineered as one.
- Vision and sensing are specified early so mechanical and lighting choices support them.
- PLC logic, HMIs, and data logging are designed to reflect real operator workflows.
This reduces surprises at commissioning and makes the system easier to run day to day.
3. Use digital twins and simulation to de-risk deployment
Instead of discovering issues during live production, CNN uses simulation and digital twins to:
- Validate robot reach, cycle times, and collision risks.
- Test different buffer sizes, line layouts, and product mixes.
- Expose integration bottlenecks before hardware is installed.
This gives plant managers clearer answers on:
- How long commissioning will realistically take.
- What throughput they can expect under different conditions.
- Which changeovers or SKUs present the highest risk.
By solving problems in the virtual environment, downtime on the physical line is minimized.
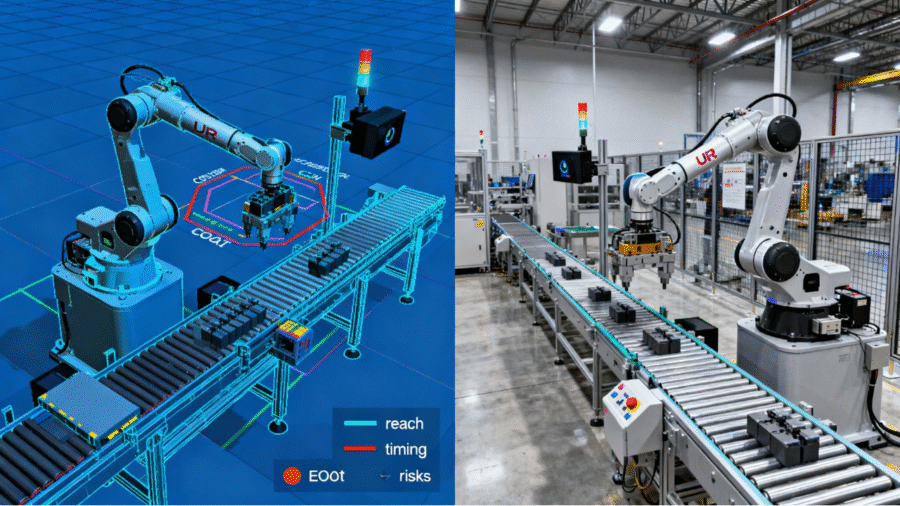
(Digital simulation vs. physical deployment: de-risking integration through virtual testing)
4. Build visibility and control into the architecture
For CNN, visibility is not an add-on—it is a core design requirement.
Typical elements include:
- Central dashboards showing robot status, OEE, and downtime reasons.
- Alarms and trends that combine robot, PLC, and sensor data.
- Clear drill-down from “line is down” to “which device / condition caused it.”
This helps maintenance and operations:
- React faster when something fails.
- See patterns in micro-stoppages and slow cycles.
- Justify improvements with hard data, not anecdotes.
5. Own the integration journey, not just the install
CNN treats each project as a long-term partnership:
- Jointly defined performance metrics (OEE, uptime, scrap, lead time).
- Support during ramp-up to tune programs, thresholds, and workflows.
- Ongoing guidance on upgrades, predictive maintenance, and further integration.
The goal is not to “deliver a cell” but to deliver a stable, predictable, future-ready line.
What this means for manufacturers planning their next robotics project
If you’re planning a new robotics or automation initiative, the real questions are not:
- “Which robot is cheapest?”
- “How many arms can we add this year?”
The real questions are:
- “How will this cell integrate with everything around it?”
- “What data will we see that we don’t have today?”
- “How will this project reduce risk, not add to it?”
The factories that win over the next decade will be those that integrate—mechanically, electronically, and digitally—better than their competitors.
Where CNN Robotics can help
CNN Robotics works with manufacturers who are serious about:
- Reducing integration risk.
- Turning scattered automation islands into connected, visible lines.
- Moving from reactive firefighting to a controlled, data-driven operation.
If your next project needs more than “just a robot,” it may be time to talk about integration:
- Which parts of your line are already automated but underperforming?
- Where do you see the biggest visibility gaps?
- What would change if you could simulate, monitor, and optimize your line as one system?